

Problem Statement
Production and marking applications frequently require custom fixtures to handle non-standard part geometries such as cylindrical bodies, threaded components, and irregular shapes. These fixtures must provide consistent positioning, repeatability, and reliable interaction with the system, often under tight timelines and evolving requirements.
Traditional machined fixtures introduce significant cost and lead time, making them impractical for rapid prototyping, iterative development, and lower-volume production. An ongoing, scalable solution was needed to support continuous fixture development—one that enables fast iteration, adapts to new part requirements, and can be deployed directly into production where appropriate.
Process Statement
Designed multiple fixture styles using 3D printing as a fast and cost-effective method for custom workholding and part support. Fixture designs included geometry for locating, cradling, guiding, and securing parts while maintaining alignment with surrounding system hardware and process requirements. Part numbers are debossed into every part to improve traceability and reduce production lead times.
Development involved evaluating part shape, contact surfaces, durability needs, mounting methods, and operator use. Designs were adjusted to improve fit, reduce print time, increase service life, and simplify installation. Materials and print strategies were selected based on expected usage, required strength, and fixture longevity. PETG and PLA are used for most fixtures that do not support major loads.
Images/Applications
Custom Cylindrical Indexing Cavity Fixture
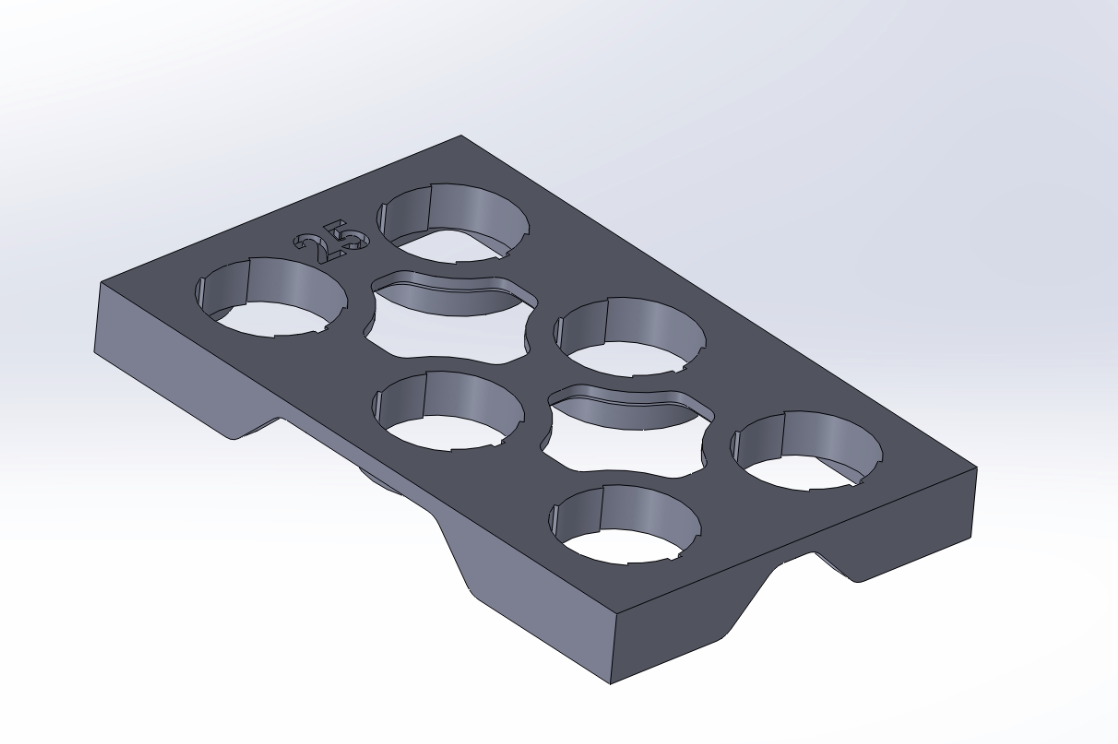
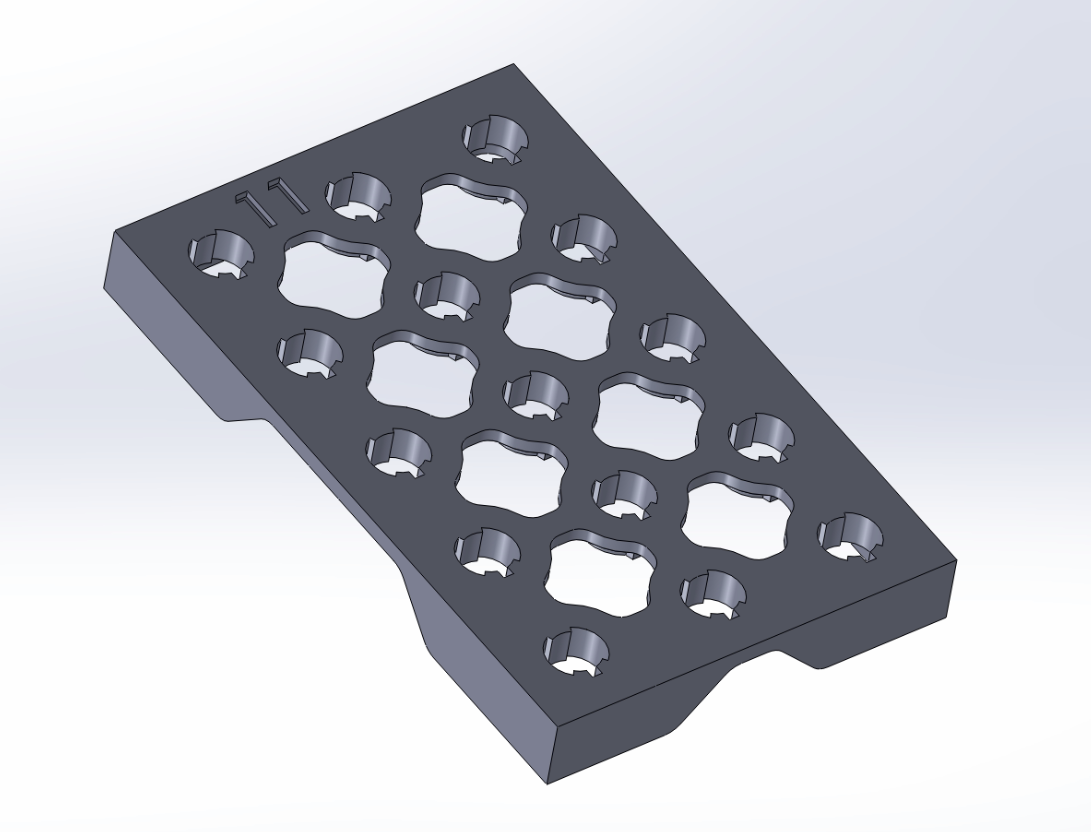
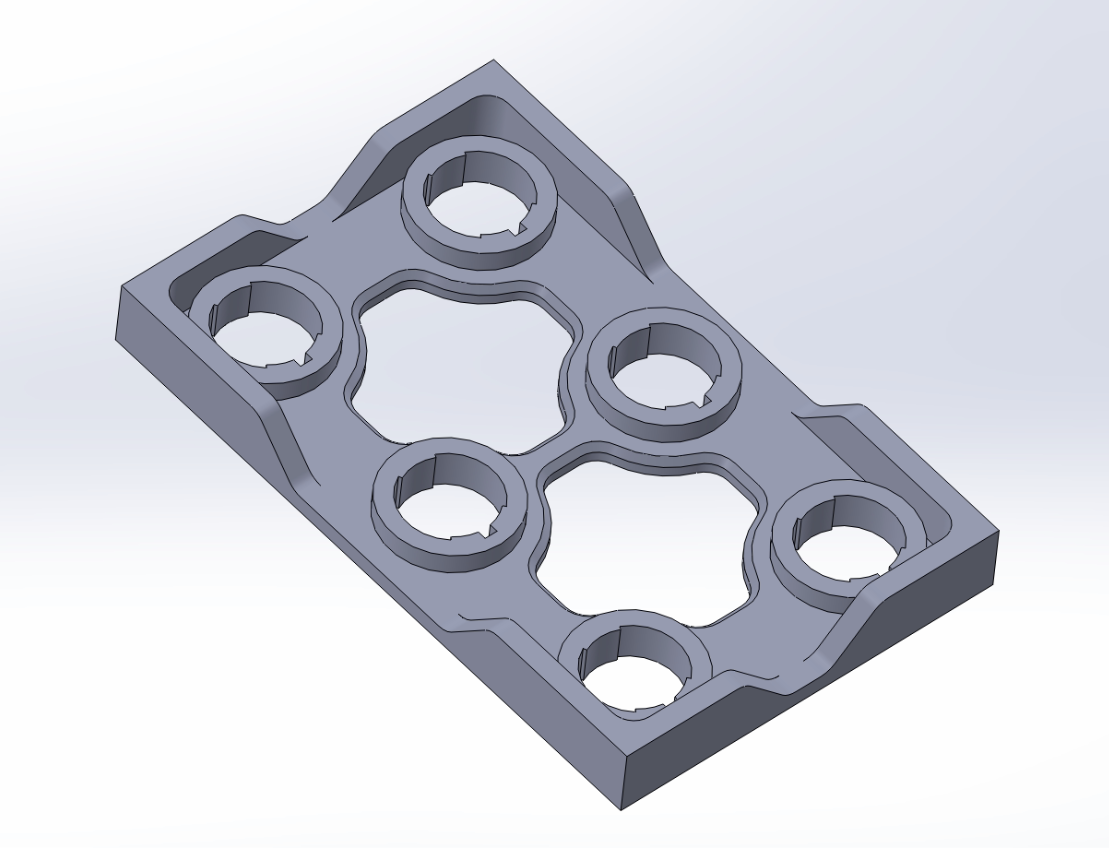
Cylindrical parts required an indexing array to reduce variance in marking programs caused by operator placement error. High quantity of fixtures necessitated material reduction optimization to improve printing time and reduce material waste
The fixture enabled part mark accuracy of +/- 0.005".
Rotary Marking Threaded Fixtures
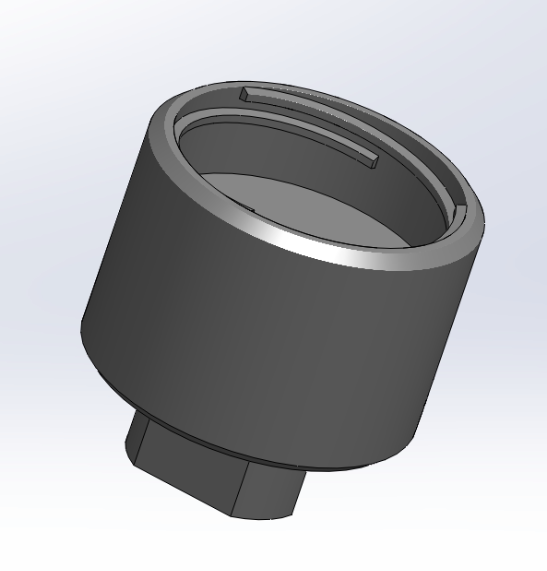
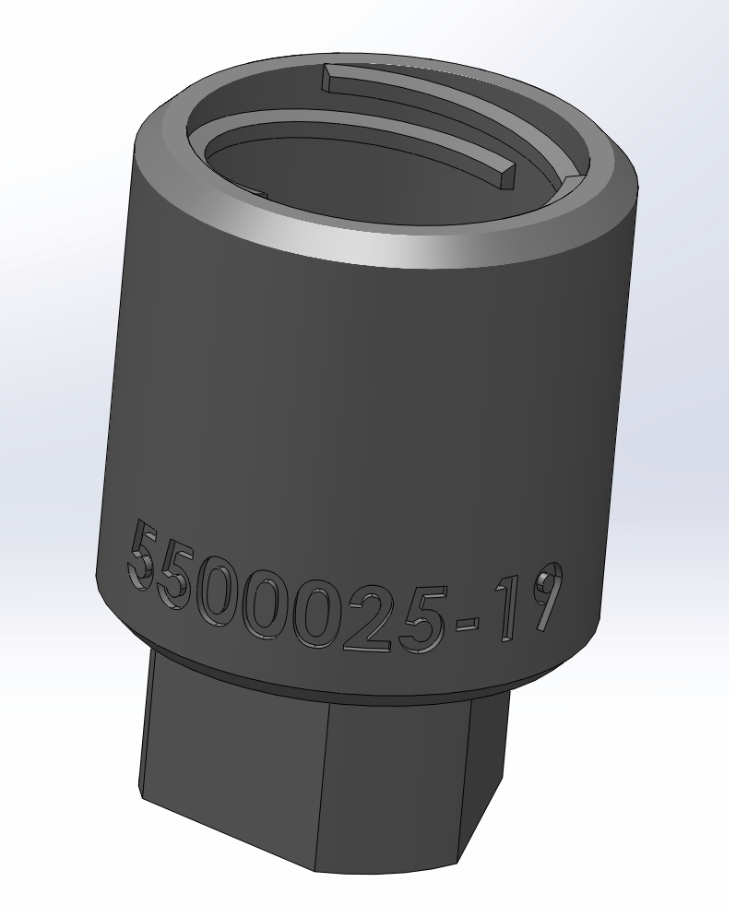
Aerospace cable connectors requiring precise marking on four 0.1" tall flange edges spaced 90° with precise indexing. PETG TR N x 2.5 multi start threads allow operator to set every part at the same angle, allowing for consistent marking programs and reduction in mark variance
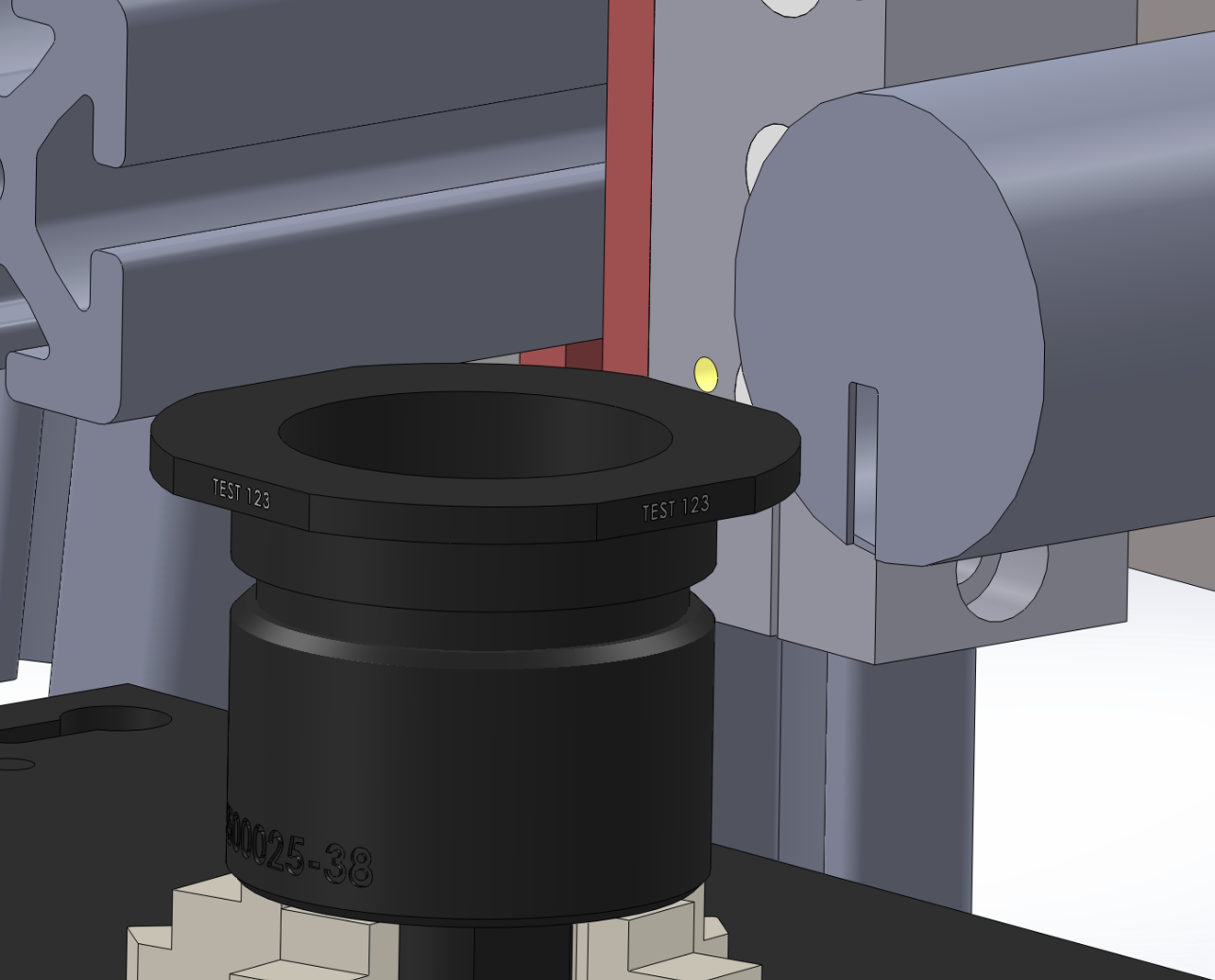
Rotary fixture mounted to 3 jaw chuck with inserted connector marking along 0.1" flange with white ink
Multi-line V-Channel and Laser Fixture
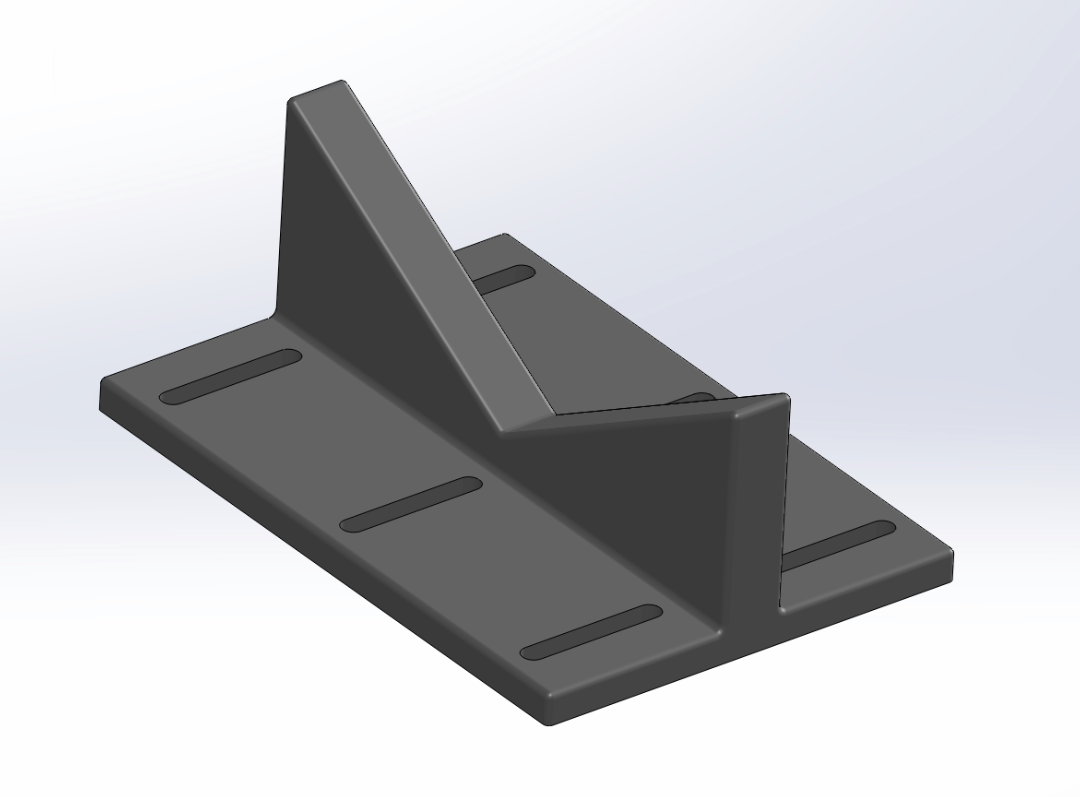
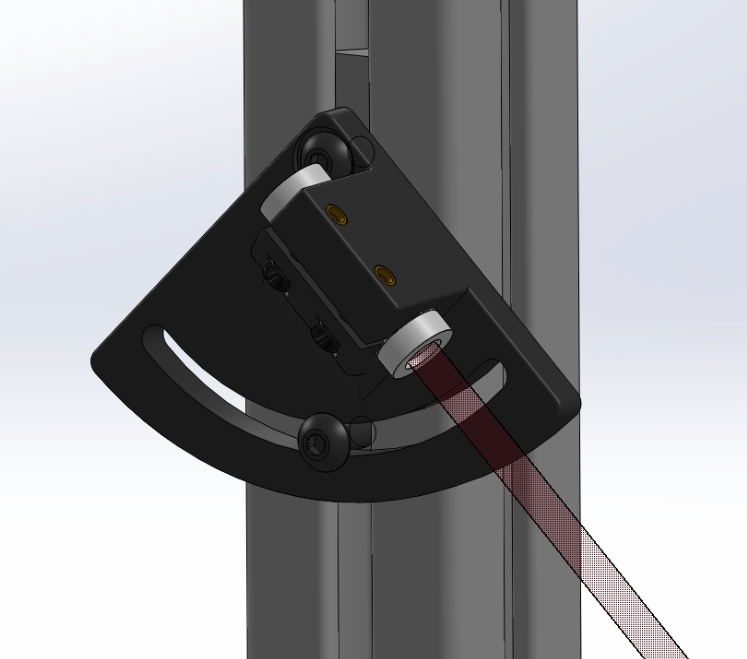
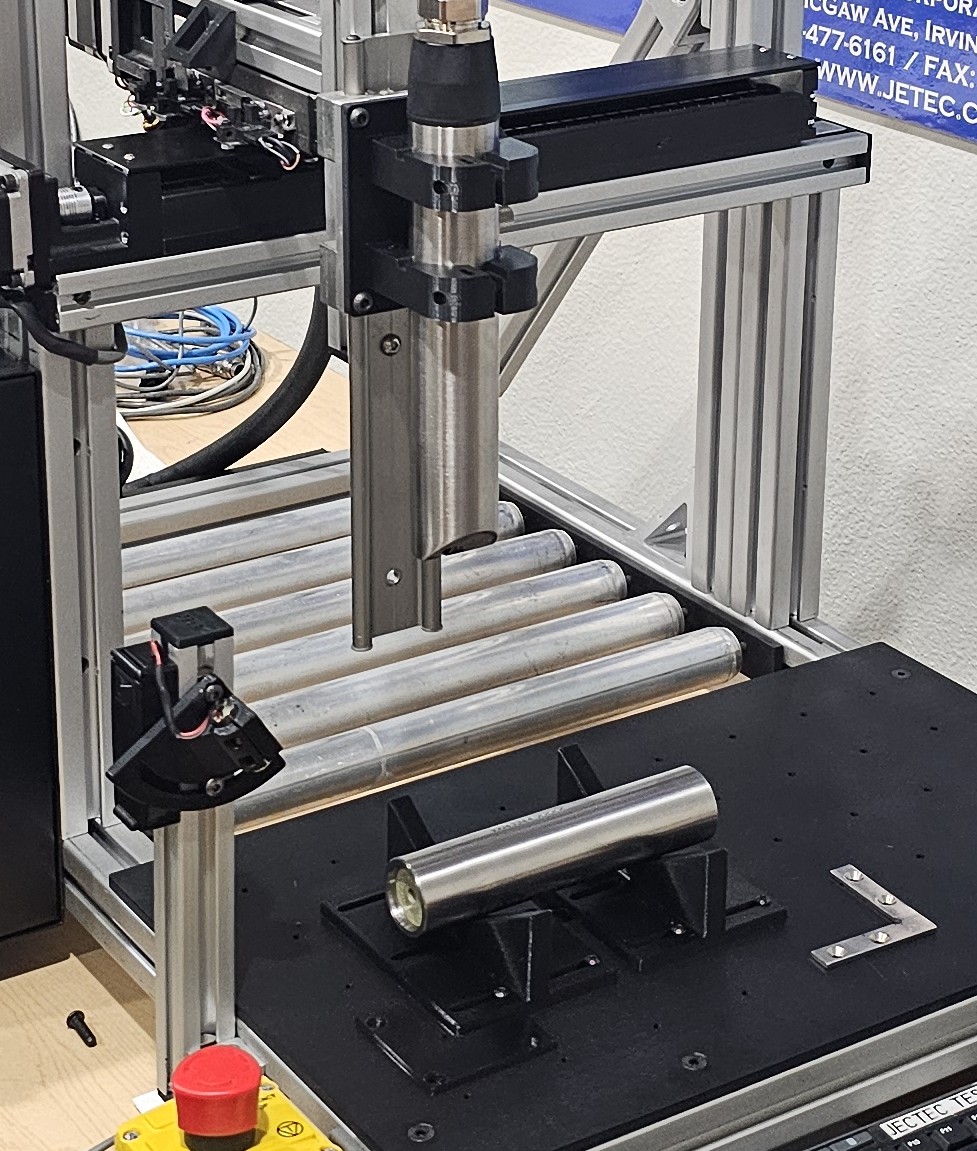
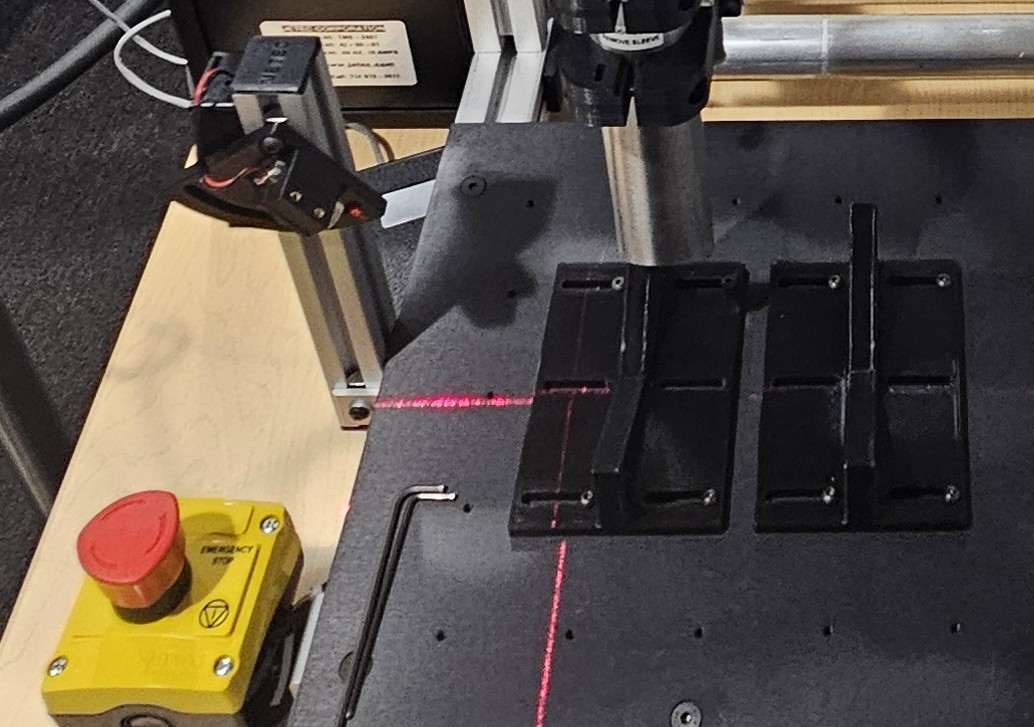
Cylindrical parts required multiple marks along length of part. V-Channel mounts directly to machined tooling plate with screws and allows for up to 5" part diameters within the fixture area. Multi-line marking required customer to rotate part after every mark, adjustable laser line provides precision indexing for consistent marking.
Outcome
This project has evolved into an ongoing production effort supporting a wide range of applications. By leveraging 3D printed fixtures, it has enabled rapid prototyping and iteration while also serving as a viable production solution for many use cases.
For applicable projects, fixture costs have been reduced by approximately 95% compared to traditional machining methods. In parallel, fixture development timelines have been significantly shortened, allowing for faster design validation, quicker deployment, and more responsive adaptation to changing requirements. The approach continues to scale as new fixture designs are developed and integrated into both prototype and production environments.