Problem Statement
Laboratories require reliable identification of tubes and vials, but traditional labeling methods—such as adhesive or paper labels—are prone to peeling, degradation, and failure, especially under temperature cycling and cryogenic conditions. These methods also introduce unnecessary material waste and slow down high-throughput workflows due to manual application.
At the same time, marking directly on small, curved surfaces presents challenges in precision, legibility, and consistency. Poor alignment or ink smearing can render parts unreadable, while long drying times increase the risk of handling damage. Additionally, inks must adhere to various materials and remain durable in harsh environments, including cryogenic storage
To address these limitations, labs need a solution that enables precise, smear-resistant, and durable marking on small components, eliminates reliance on disposable labels, and supports high-throughput operation with minimal operator intervention.
Process
The system was developed through a full-cycle design approach, beginning with defining part requirements, throughput targets, and environmental constraints. A modular aluminum extrusion frame was designed to serve as the structural base, providing rigidity, scalability, and clear mounting interfaces for motion components, enclosures, and service access. Mechanical components were split between machined parts for precision-critical features and sheet metal for cost-effective structural elements, with standardized fasteners and alignment features to ensure repeatable assembly.
Motion and actuation were sized to meet positioning accuracy, speed, and load requirements for consistent marking on small, curved surfaces. The electrical system was integrated alongside the mechanical design, including layout of controllers, power distribution, and cable routing to maintain reliability and serviceability. Wiring and signal management were designed to minimize noise and interference while supporting motion control, sensing, and safety systems.
To ensure accurate part positioning and marking consistency, vision and calibration methods were incorporated using laser locators and industrial scanners such as Cognex and IFM. These systems enabled part detection, alignment, and verification within the workflow. The design was iteratively refined through prototyping and testing, using 3D printed components for rapid fixture development, followed by full system integration and validation to ensure performance across all operating conditions.
Images
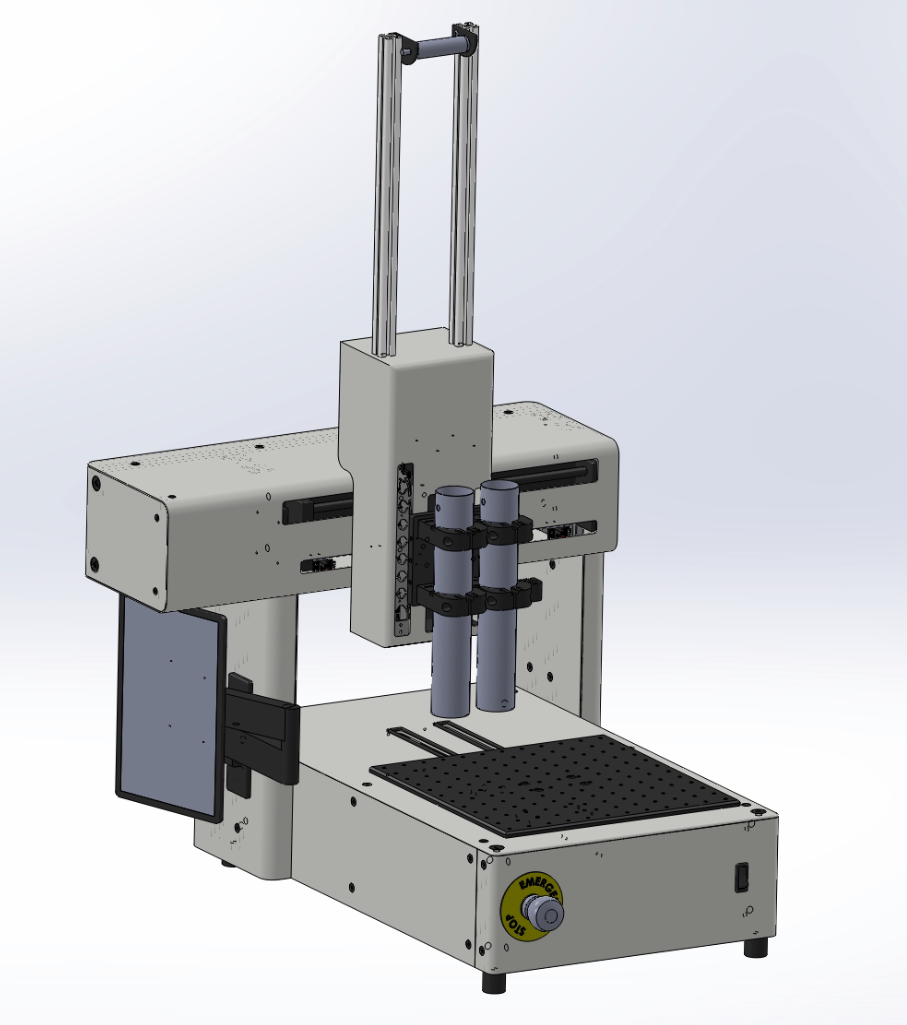
Full System with Dual CIJ printheads and 12"x12" Tooling Plate